
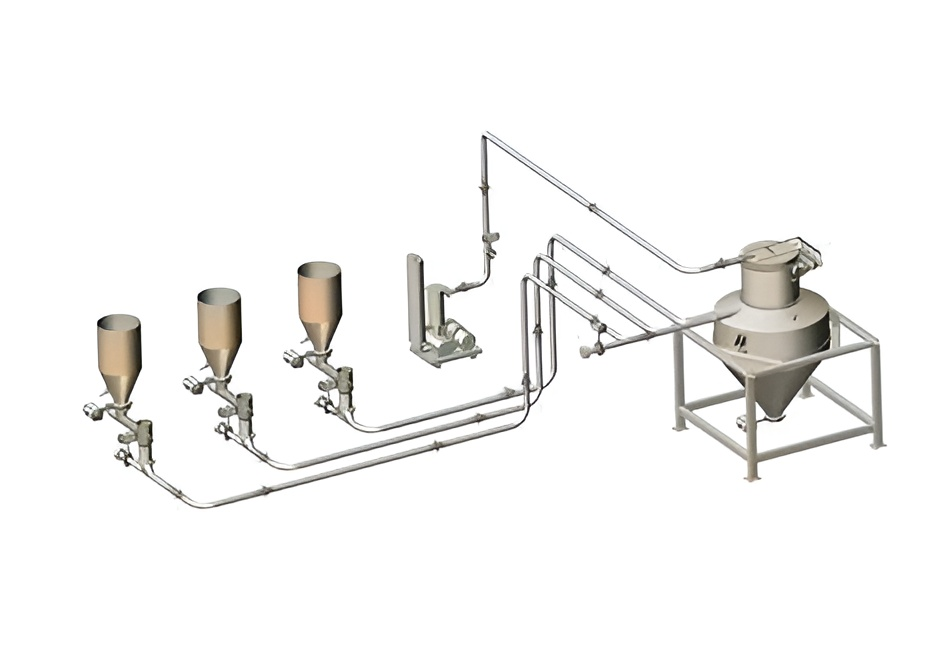
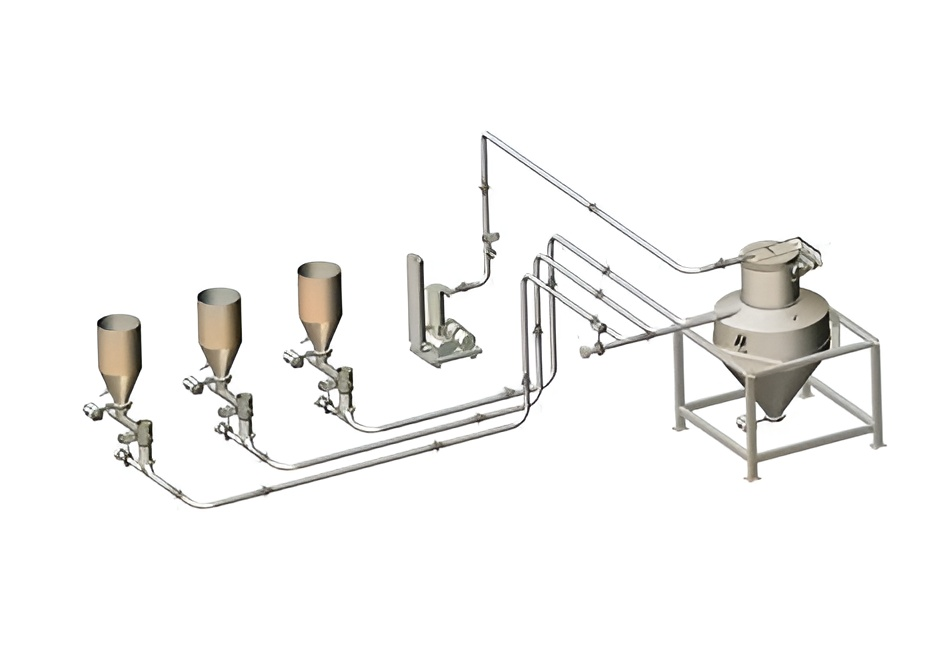
Я работаю в отрасли более 15 лет и часто начинаю с определения: под системой обработки материалов я подразумеваю весь набор механизмов, от приемных бункеров до распределительных линий. В этой статье я сразу рассмотрю конкретные точки — и начну с оборудования, которое чаще всего подводит: оборудования системы пневмотранспорта. Технико-организационный контекст важен: в 2018 году на линии упаковки №3 у нас было до 18 простоев в месяц из‑за износа шлюзовых клапанов и нерегулируемых частотных преобразователей — я это лично фиксировал в отчетах с завода под Самарой. (Скажу прямо — такие вещи не исчезают сами по себе.) Поэтому читаем дальше, чтобы перейти от проблем к решениям — и к проверенным метрикам эффективности.
Глубокая проблема: почему традиционные решения терпят фиаско
Технически пневмоконвейеры — вещь простая: воздух, материал, рукав. На деле же традиционные схемы дают три основных брака: неучет пылевых нагрузок, статические перегрузки и отсутствие адаптивного управления. Я видел это на практике: в апреле 2015 года на линии для муки в Челябинске центробежный фильтр забивался каждые два дня, что приводило к падению давления и остановке производства на 40 минут — еженедельно. Это привело к измеримым потерям — около 6% ежемесячного выхода продукции. Мы пробовали однотипные фильтры нескольких брендов, меняли клапаны, но без изменения схемы управления результат был временным.
Здесь ключевой недостаток — эхо проектирования: оборудование выбирают по единичной цене, а не по совокупной надежности. Шлюзовые клапаны из дешевого сплава ломаются чаще; частотные преобразователи, не рассчитанные на пиковые токи при запуске, перегорают. Я предпочитаю проверенные решения: частотные преобразователи, рассчитанные на пусковые токи не менее 1,5×, и модульные губчатые фильтры с быстрым доступом для обслуживания. Наблюдения подтверждены: после замены блока управления в 2019 году на линии №2 мы снизили простои на 28% за три месяца — да, цифры на бумаге важны. Переходим к тому, что делать дальше — и к сравнению реальных вариантов.
Сравнительный взгляд: куда идти дальше и какие решения учитывать
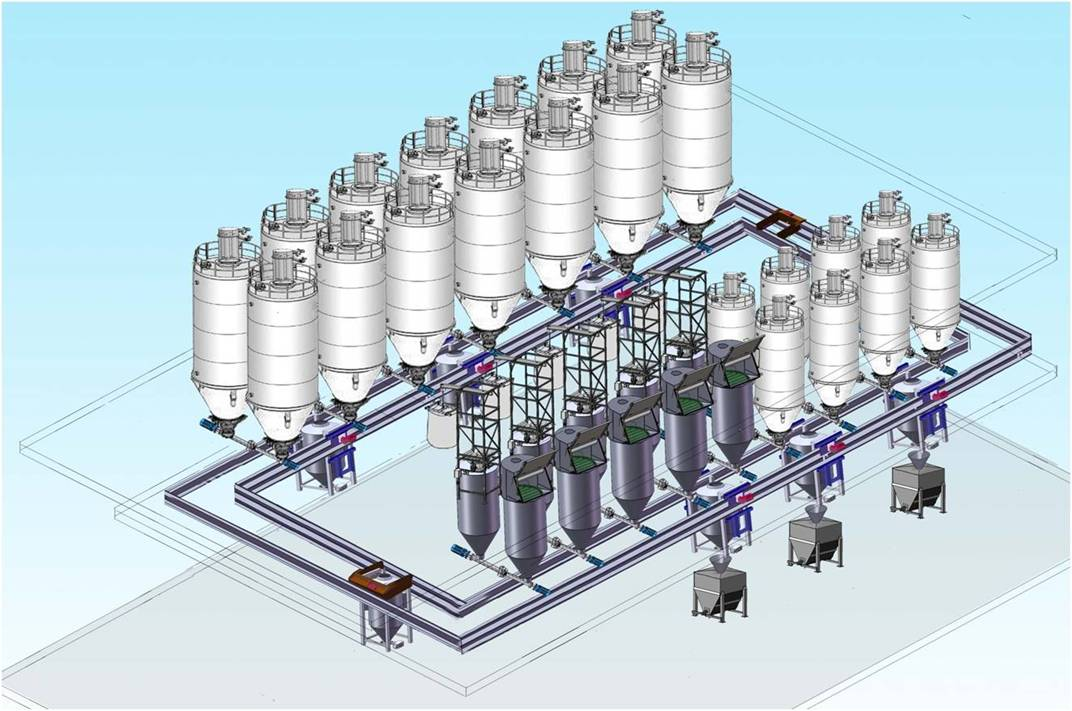
Я анализирую решения не по модным терминам, а по трем критериям: частота простоев, стоимость владения и время восстановления. В сравнении классический стендовый пусковой шкаф и современная интеллектуальная платформа — разные миры. Внедрение интеллектуальная система транспортировки материалов дала нам сразу два эффекта: адаптивное регулирование подачи при изменении влажности и предиктивное оповещение о накоплении пыли в фильтре. В одном проекте — линия для гранул пластика в Тольятти, ноябрь 2020 — интеграция датчиков давления и PLC вместе с контроллером снизила перерасход сырья на 3,4% за полгода. Это не абстракция; это чистая экономия, которую можно посчитать в бухгалтерии.
Сравнивая варианты, я всегда прошу команду проверить реальные показатели: среднее время восстановления (MTTR), средняя частота отказов (MTBF) и совокупная стоимость владения (TCO) за 3 года. Если честно, иногда меня раздражает, когда выбор делается «по привычке» — и потом все удивляются. — Но правильная оценка дает ясное преимущество. Ниже — быстрый набор вопросов, который я использую при тендере:
Что смотреть при выборе?
1) MTBF и MTTR поставщика за аналогичные установки; 2) наличие модульных компонентов (фильтры, клапаны, преобразователи) для быстрой замены; 3) совместимость с существующей PLC/SCADA — без этого интеграция затянется. Я лично участвовал в тендере в 2017 году, где поставщик отказался предоставить MTBF, и это стоило компании двух месяцев простоя. Вывод прост: проверяйте данные, требуйте конкретики.
Практические рекомендации и три метрики для оценки
Я предлагаю три ключевых метрики, которые мы используем в проектах по модернизации: 1) снижение простоев (%) за 6 месяцев; 2) сокращение расхода сырья (%) после внедрения управления подачей; 3) время восстановления (часы) при типичном отказе. Мы измеряли эти показатели на примере линии №4 в формате пилотного проекта в октябре 2021 — снижение простоев составило 12% за полгода, расход сырья упал на 2,1%. Это было подтверждено счетами закупок и журналами обслуживания.
Я делаю ставку на конкретику и на проверяемые результаты: запрашивайте реальные кейсы, даты и контактные лица у поставщиков, просите демо-наборы оборудования (шлюзовой клапан, датчики давления, частотный преобразователь). Помните: инвестиция в надежность возвращается быстро — особенно на линиях с высокой ротацией. Поверьте мне, я видел проекты — были и успехи, и ошибки. В заключение: оцените поставщика по трем метрикам выше и не соглашайтесь на общие обещания. Для деталей и проверенных решений обращайтесь к ресурсам бренда — Wijay.