
Introduction
It began on a shop floor at dawn — a machinist wiping coolant off a fixture while the day’s first spindle revved up. I remember that scene because it captures the squeeze every shop feels: limited floor space, rising demand, and the constant chase for cycle-time gains. In many workshops, CNC milling and turning centers hum all day, yet productivity gains stall; industry reports show average utilization often sits below 65% for mid-sized shops. So what do we do with that gap between machine capability and real output?
My question comes with a small confession: I adore clean motion profiles and steady toolpaths, yet I also get frustrated when a brilliant machine sits idle for hours (funny how that works, right?). The scenario here — a tight schedule, the need for mixed milling and turning, and a workforce stretched thin — is common. Data (yes, the boring numbers) point to bottlenecks from changeovers, tool management, and suboptimal fixturing. How can planners and operators bridge that gap? Let us move next to where things break down, and then compare practical ways forward.
Traditional Flaws and Hidden Pain Points
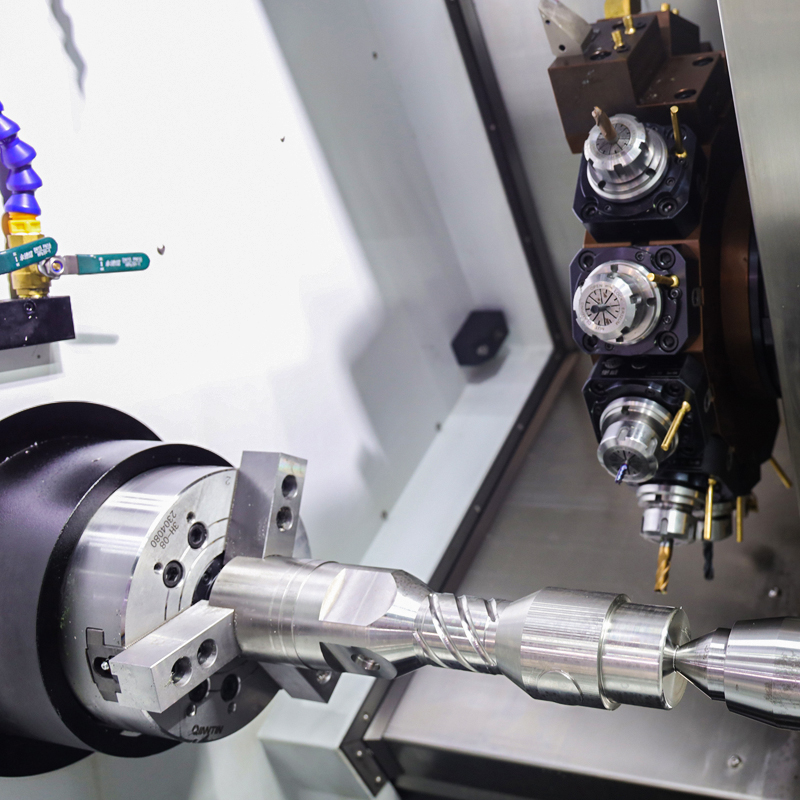
cnc milling and turning manufacturers often advertise multi-axis capability and robust spindles, but many shops find the promise doesn’t match daily reality. I’ve walked through facilities where spindle speed and tool changer limits create unseen queues. The technical truth is blunt: poor tool management, slow turret indexing, and inadequate fixturing raise cycle times. Look, it’s simpler than you think — mismatched tooling and long setup steps are the silent thieves of throughput.
What goes wrong?
From my hands-on visits, three recurring flaws stand out. First, layout and flow are treated as an afterthought; machines are placed for convenience, not for lean material handling. Second, control integration — think Y-axis interpolation and C-axis synchronization — is underused because programmers default to older CAM strategies. Third, maintenance gaps (coolant system neglect, worn live tooling) cause unpredictable downtime. These are not exotic problems. They are everyday pains: frustrated operators, delayed orders, and hidden scrap. I feel a twinge of anger when I see waste that could be fixed with modest investment and better planning.
New Principles and Forward-Looking Comparisons
Moving forward, I advocate for design principles that center flexibility and visibility. Start with modular fixturing, then tune the machine’s control logic for true simultaneous operations and axis interpolation. When I compare traditional lines to modern cells, the winners are those that pair multi-task planning with smart tool management — not just faster spindles. For planners, that means rethinking setup steps and embracing automation where it reduces non-cutting time. The principle is simple: reduce handoffs, and the rest follows.
What’s Next?
Consider the rise of intelligent tool libraries, sensor-backed spindle monitoring, and job scheduling that prioritizes tool life. I want to be clear — implementing these changes takes time and staff buy-in. But the payoff is measurable: fewer setups, higher utilization, and more predictable lead times. Also, we must not forget the human element; operators need clear interfaces and fewer manual adjustments (well, sometimes they still prefer the tactile feel — I get that).

To conclude with practical advice, I offer three metrics I use when evaluating upgrades: first, actual machine utilization (not theoretical); second, average non-cutting time per job; third, variance in cycle time across similar parts. Use these to judge returns. I am hopeful — optimistic, really — that with focused planning and the right comparisons, shops can unlock latent capacity and improve margins. For those exploring equipment and solutions, take a look at Leichman for practical machine options and support.